Закон про знос спортивного взуття
Під час нормальної роботи гусеничний штифт повільно обертається назад в отворі для шпильки, обидва зношуються рівномірно, отвір для шпильки поступово збільшується, а штифт поступово стає тоншим.Якщо операція є неправильною, як-от поворот на високій швидкості, різкий старт або входження в каламутну воду, бур’яни тощо для блокування кеглів, це призведе до надмірного навантаження та провисання лівої та правої сторін башмаків гусениці, і шпильки будуть деформовані та зігнуті.Обертання, шпилька та отвір для шпильки стають тертям ковзання, а частина тертя обмежена невеликою частиною контактної поверхні, штифт поступово шліфується в кривошипну форму, а отвір для шпильки також стає еліпсом.

Збільшення отвору під штифт також спричиняє подовження кроку гусениці (крок — це відстань між отворами на обох кінцях башмака гусениці), тому башмак гусениці та ведуче колесо шліфують одне одного, башмак гусениці зношується , а зуби ведучого колеса лопатеві.Згідно з вимірюванням, коли крок змінюється зі 174 мм до 184 мм, ширина розкриття зубів ведучої шестерні змінюється з 87 мм до 97 мм, і в цей час нормальне зачеплення кочення повністю руйнується.
Оскільки крок башмака гусениці подовжений, це також спричиняє стрибки роликів під час ходьби, що прискорює знос башмака гусениці.Коли осідання злітно-посадкової смуги перевищує 4 мм, її необхідно відремонтувати.
Знос напрямної частини башмака гусениці головним чином спричинений відхиленням гусениці, сильною деформацією башмака гусениці та надмірним осьовим тремтінням ролика та напрямного колеса.
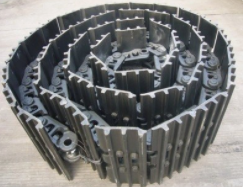
Звичайні утилізовані гусеничні башмаки сильно зношені або зношені через частину зачеплення з ведучим колесом.
Ремонт спортивних туфель
Знос башмака гусениці в основному складається з двох частин: поверхні доріжки кочення та отвору під штифт гусениці.Його дуже просто ремонтувати.Після зносу доріжки кочення канавка просідає, і коли глибина не перевищує 2-3 мм, її можна безпосередньо наплавляти та ремонтувати.Коли знос глибокий, сталеві стрижні різних розмірів можуть бути заповнені в канавки відповідно до конкретних умов, а потім зварені з усіх боків.Після шліфування отвір для шпильки має бути відновлений до початкового розміру та центрального положення початкового отвору.Для цього виріжте потерту шпильку, вставте шпильку стандартного розміру, потім нагрійте її приблизно до 800 ℃, а потім загорніть край вуха.Додайте напівкруглу залізну пластину на зовнішню сторону розрізу та міцно приваріть її електрозварюванням.Відремонтовані таким чином гусеничні башмаки можуть працювати більше 100 змін.

Замініть сталь для гусениці
Гусеничні башмаки гусеничних транспортних засобів, як правило, виготовляються зі сталі з високим вмістом марганцю, історія використання якої налічує майже сто років.Це пов’язано з тим, що сталь з високим вмістом марганцю має помітну особливість, тобто вона піддається ударному зміцненню під дією ударного навантаження, утворюючи поверхневий шар, який є водночас твердим і зносостійким, зберігаючи міцність і пластичність внутрішньої частини. шар.Однак сталь з високим вмістом марганцю використовується як гусениця, яка часто рано пошкоджується через тріщини, перевернуті зуби та прогин під час використання, і має низький термін служби.Для усунення цього недоліку розроблено низьколеговану високоміцну сталь 30SiMnMoV(Ti), яка базується на вітчизняних ресурсах і проста у виробництві.Він успішно використовується для заміни сталі з високим вмістом марганцю у виробництві спортивних черевиків.
методи обробки
Технологія обробки гусеничного башмака з профілю в загальному вигляді полягає в наступному: використання профілю різання, свердління (штампування), термічної обробки, правки, фарбування та інших процесів;гусениця бульдозера одноармована, загальний колір фарби жовтий;Він триребровий, а колір фарби чорний.Матеріал, придбаний для профілю, як правило, становить 25MnB, а кінцева твердість матеріалу при термічній обробці HB364~444.
Час публікації: 26 серпня 2022 р



